What Capacity and Size of Industrial Steam Boiler Do You Need?

What Capacity and Size of Industrial Steam Boiler Do You Need?
Choosing the correct capacity and size for an industrial steam boiler is critical to ensure efficient operation, energy savings, and reliable process performance. Oversizing a boiler leads to higher upfront costs, lower operational efficiency, and unnecessary energy losses, while undersizing can cause inadequate steam supply, system stress, production downtime, and higher maintenance costs. Accurate boiler sizing ensures that your steam generation system meets both your current and future process demands without wasting resources.
The capacity and size of an industrial steam boiler you need depend on your facility’s total steam demand (usually measured in kg/h, tons/hour, or BTU/hr), operating pressure and temperature requirements, load variability, fuel type, boiler efficiency, and plans for future expansion. Proper sizing should consider both peak load and base load conditions, ensuring that the system operates efficiently across all usage scenarios. A detailed load analysis and steam system audit are essential to determining the right size for optimal long-term performance.
Let’s explore the critical factors you must consider to choose the ideal steam boiler capacity and size for your facility.

How Do You Accurately Calculate Your Steam Demand for Boiler Sizing?
Accurately calculating steam demand is the first and most critical step when sizing an industrial boiler. Many projects fail or underperform because the steam requirements were underestimated or not properly profiled. An oversized boiler leads to low efficiency, high operational costs, and short cycling; an undersized one can’t meet production needs, causing downtime and bottlenecks. Steam demand calculation must account for steady loads, peak demands, process variations, future expansion, and real-world system losses. A precise, structured approach ensures your boiler delivers the right amount of steam at the right pressure and temperature, every hour of the year.
To accurately calculate steam demand for boiler sizing, you must sum the steam consumption rates of all connected process equipment, account for simultaneous usage (coincidence factors), include startup and peak load margins, adjust for system losses (blowdown, radiation, leakage), and consider future expansion. Use flow rates in kg/h or lbs/h, matched to operating pressure and temperature requirements. Accurate profiling of steady-state and peak loads is crucial to selecting a boiler that operates efficiently under all expected conditions.
Good steam demand calculation is an engineering science—not a guesswork exercise.
Accurate steam demand calculation is essential for proper boiler sizing and long-term operational efficiency.True
Incorrect steam demand estimates can cause boilers to be oversized (leading to low efficiency) or undersized (leading to production failures), impacting operational performance and costs.
Step-by-Step Guide to Steam Demand Calculation
✅ Step 1: List All Steam-Consuming Equipment
| Equipment Example | Typical Steam Usage Rate |
|---|---|
| Process heaters (kettles, autoclaves) | Varies: 500–10,000 kg/h |
| Heat exchangers | 5–30% of total process load |
| Steam turbines (mechanical drive) | Large: 1,000–20,000 kg/h |
| Sterilizers (hospitals, food plants) | Small: 100–2,000 kg/h |
| HVAC systems (humidifiers, reheat coils) | 50–1,500 kg/h |
✅ Step 2: Calculate Equipment Individual Steam Requirements
Use standard formulas or manufacturer’s data:
| Component | Simple Estimation Formula |
|---|---|
| Heating water | Steam (kg/h) ≈ 1.2 × Water flow (m³/h) × Temperature rise (°C) |
| Process load | Given in kg/h or calculated from production rates |
| Turbine use | Provided by OEM based on shaft load |
✅ Step 3: Apply Simultaneity or Coincidence Factors
Not all equipment operates at peak at the same time.
| Load Type | Coincidence Factor Example |
|---|---|
| Process plants | 0.8–0.9 |
| Food/beverage factories | 0.7–0.85 |
| Hospitals/sterile units | 1.0 (nearly continuous load) |
Multiply the total instantaneous load by this factor to avoid oversizing for unrealistic simultaneous peak use.
✅ Step 4: Add System Losses
| Loss Type | Typical Allowance (%) |
|---|---|
| Boiler blowdown | 1–2% of generated steam |
| Pipe radiation loss | 1–5%, depending on insulation quality |
| Leakages, vents | 1–3% |
✅ Step 5: Account for Startup, Peak Loads, and Standby
Steam systems often experience startup surges.
| Startup/Peak Adjustment | Action |
|---|---|
| Rapid heating loads | Add 10–20% to base steam rate |
| Cold start boilers | Add specific startup demand margin |
| Standby requirements (backup units) | Consider N+1 strategy |
✅ Step 6: Consider Future Expansion
Plan for 5–20% extra capacity if expansion is foreseeable within 5–10 years.
Including a margin for future expansion when calculating steam demand helps avoid costly boiler replacements later.True
Sizing boilers with reasonable future growth margins saves money and avoids production downtime during plant expansions.
Simple Steam Demand Calculation Example
Process heating:
4 autoclaves at 500 kg/h each = 2,000 kg/h
Heat exchanger (hot water supply):
1,000 kg/h
HVAC humidifiers:
200 kg/h
Subtotal (continuous demand) = 3,200 kg/h
Coincidence factor: 0.9 → 3,200 × 0.9 = 2,880 kg/h
Add 5% system losses: 2,880 × 1.05 = 3,024 kg/h
Add 10% startup/peak margin: 3,024 × 1.10 = 3,326 kg/h
Final steam demand for sizing ≈ 3,400 kg/h
Conclusion: Boiler should be sized for at least 3,400 kg/h at required pressure and temperature.
Factors That Can Skew Steam Demand Calculations
| Issue | Impact |
|---|---|
| Ignoring heat loss | Underestimation → insufficient steam |
| Assuming continuous full load | Oversized boiler → inefficiency |
| Poor insulation | Radiation losses increase |
| No margin for expansion | Costly retrofits in 2–5 years |
Real-World Case: Industrial Steam Boiler Sizing Mistake
Factory: Food processing plant
Initial Boiler Size: 8 TPH (tons/hour) based on catalog values
Actual Requirement:
Peak processing load 5.5 TPH
Sterilization spikes to 7.5 TPH
No margin considered for future product line expansion
Problem: Boiler underperformed during production surges. Steam pressure dropped, product batches spoiled.
Correction:
Installed a 10 TPH boiler with 10% expansion margin
Implemented real-time steam flow monitoring
Outcome:
100% load coverage achieved
Product loss incidents eliminated
Boiler operated at optimal load for best efficiency
Boiler Sizing Checklist
| Checklist Item | Done? (✔/✖) |
|---|---|
| List all steam-consuming equipment | |
| Calculate individual steam rates | |
| Apply coincidence factors | |
| Include system losses | |
| Add startup/peak allowances | |
| Factor in future growth margin | |
| Confirm operating pressure and temperature |
Summary
Accurate steam demand calculation is the critical foundation of proper boiler sizing. It requires a structured, detailed approach that considers individual equipment loads, simultaneity factors, system losses, startup surges, and future growth. Careful steam profiling ensures that the selected boiler operates efficiently at normal loads, meets peak demands without failure, and supports business expansion without costly replacements. In boiler projects, careful math now prevents expensive mistakes later—and correct steam demand calculation is the most important math you will do.

Why Are Operating Pressure and Temperature Important in Steam Boiler Selection?
Selecting a steam boiler isn’t just about choosing a size—it’s about matching the right pressure and temperature to the needs of your processes. These two parameters directly influence the boiler design, material selection, energy efficiency, safety standards, and even the long-term operational costs. If the boiler’s pressure or temperature is mismatched with the plant’s steam requirements, it can cause inefficient energy use, excessive wear, product quality issues, and frequent maintenance shutdowns. Accurate selection based on real operating conditions ensures your boiler delivers reliable, efficient, and safe performance for years to come.
Operating pressure and temperature are critical in steam boiler selection because they determine the steam’s energy content, influence the boiler’s size, dictate the material and construction standards, and define system safety requirements. Higher pressures and temperatures enable more efficient energy transfer but require stronger, thicker materials and stricter controls. Mismatched pressure or temperature leads to energy losses, inefficient steam use, equipment damage, or safety risks. Correct matching ensures optimal boiler performance and long-term operational reliability.
Choosing a boiler is about much more than just output—it’s about energy, efficiency, and endurance under pressure.
Selecting a boiler without properly matching the operating pressure and temperature to the process requirements can result in serious efficiency losses and equipment failures.True
Steam pressure and temperature directly affect energy transfer, boiler design, and system safety; mismatches cause poor performance and mechanical damage.
1. The Role of Pressure in Boiler Selection
| Pressure Level | Typical Use Cases |
|---|---|
| Low Pressure (<1.5 bar) | Humidification, laundry, low-temp heating |
| Medium Pressure (2–17 bar) | Food processing, textiles, commercial heating |
| High Pressure (>18 bar) | Power generation, large chemical plants, refineries |
Key Impacts of Pressure:
| Impact Area | Higher Pressure Steam |
|---|---|
| Steam Energy Content | Higher enthalpy (more usable energy per kg) |
| Boiler Material Strength | Requires thicker steel, special alloys |
| Piping and Valve Ratings | Must match pressure class (PN, ANSI standards) |
| System Efficiency | Higher pressure reduces distribution losses |
2. The Role of Temperature in Boiler Selection
Temperature rises with pressure according to the steam saturation curve.
Superheated steam systems add even higher temperatures beyond saturation.
| Typical Steam Conditions | Temperature (°C) |
|---|---|
| 2 bar (saturated) | ~120°C |
| 10 bar (saturated) | ~184°C |
| 40 bar (saturated) | ~250°C |
| Superheated (50 bar) | 400–550°C |
Key Impacts of Temperature:
| Impact Area | Higher Temperature Steam |
|---|---|
| Heat Transfer Efficiency | More efficient at delivering heat |
| Materials and Alloys Required | CrMo, Inconel, stainless steels for high temperatures |
| Steam Trap Design | Must handle high condensate temperatures |
| Equipment Compatibility | Downstream heat exchangers must match temperature |
3. Effects of Pressure and Temperature on Boiler Design
| Parameter | Low Pressure/Temperature | High Pressure/Temperature |
|---|---|---|
| Boiler Shell Thickness | Thin | Thick, pressure-rated |
| Drum Design | Simple | Reinforced with stress analysis |
| Feedwater Treatment | Basic | Advanced (deaerators, oxygen scavengers) |
| Blowdown Systems | Minimal | Complex, continuous blowdown systems |
| Safety Valve Requirements | Basic | High certification level (ASME, PED, etc.) |
4. Steam Energy Content vs. Pressure and Temperature
| Pressure (bar) | Temperature (°C) | Specific Enthalpy (kJ/kg) |
|---|---|---|
| 3 bar | 133°C | ~2,720 |
| 10 bar | 184°C | ~2,770 |
| 40 bar | 250°C | ~2,780 |
| 50 bar (superheated 400°C) | 400°C | ~3,200 |
Conclusion:
High-pressure, high-temperature steam delivers more energy per kilogram.
Systems using turbines or heat exchangers benefit from higher energy steam for maximum efficiency.
Higher pressure and temperature steam systems can significantly improve energy efficiency in industrial plants.True
Steam at higher pressures and temperatures carries more usable energy per kilogram, enabling more effective heat transfer and reduced overall steam consumption.
5. Real-World Example: Boiler Selection Error Due to Wrong Pressure Rating
Facility: Chemical processing plant
Issue: Installed boiler rated for 8 bar, while critical reactors required 12 bar steam
Consequences:
Reactors took longer to reach temperature
Process inefficiency and product quality variability
Boiler operated at maximum capacity constantly, leading to early fatigue
Solution:
Replaced boiler with 16 bar unit and adjusted piping
Outcome:
Improved steam availability
15% process energy savings
18% reduction in boiler maintenance costs
Boiler Sizing and Specification Checklist for Pressure/Temperature
| Checklist Item | Done? (✔/✖) |
|---|---|
| Define all process steam pressure needs | |
| Confirm all maximum process steam temperatures | |
| Match boiler operating pressure at least 10–15% above maximum process pressure | |
| Account for system pressure drops | |
| Select piping, valves, traps rated for boiler pressure/temp | |
| Verify feedwater temperature capabilities | |
| Confirm material selections for pressure/temperature exposure |
Summary
In steam boiler selection, operating pressure and temperature are not technical afterthoughts—they are fundamental design parameters that dictate the boiler’s size, structure, material, efficiency, and compliance with safety standards. High-pressure, high-temperature steam delivers more energy and better efficiency, but demands stronger materials, tighter controls, and specialized accessories. Mismatching the boiler to the steam system’s real needs leads to inefficiency, process problems, and equipment damage. By carefully engineering around pressure and temperature from the start, industries ensure safe, efficient, and future-proof steam system performance. In steam boiler engineering, pressure and temperature define everything.

How Does Load Variation (Peak and Base Loads) Affect Boiler Capacity Requirements?
When designing or selecting a steam boiler, it’s crucial to realize that steam demand is not constant. Most industrial facilities experience significant load variations between peak loads (maximum demand) and base loads (normal operating demand). If these variations aren’t properly accounted for, it can lead to either oversized boilers operating inefficiently or undersized boilers failing during peak demands. Properly understanding and engineering for load variability ensures that the boiler system delivers reliable steam, optimizes fuel efficiency, and minimizes lifecycle operating costs.
Load variation, including peak and base loads, affects boiler capacity requirements by determining whether a single large boiler, multiple smaller boilers, or a hybrid configuration is needed to balance efficient operation with the ability to handle maximum steam demands. If not properly accounted for, significant load variation can cause short cycling, poor efficiency at low loads, and steam shortages during high-demand periods. Accurately profiling load patterns and designing flexible capacity is essential for reliable and efficient boiler operation.
Sizing boilers based on just one operating condition is a costly mistake—load profiling is the real foundation of smart boiler capacity planning.
Accurately accounting for peak and base load variations is essential to size boilers correctly and ensure operational efficiency across different production conditions.True
Steam demand fluctuates throughout the day and between seasons; boilers must be sized and configured to efficiently handle both typical and maximum loads without waste or failures.
1. Understanding Peak Load vs. Base Load
| Term | Definition |
|---|---|
| Base Load | Average or normal continuous steam demand (typical operating hours) |
| Peak Load | Maximum short-term steam demand (startup, batching, seasonal spikes) |
Typical Load Variation Examples:
| Facility Type | Load Variation Pattern |
|---|---|
| Food Processing Plant | Sharp morning peaks during cooking/sterilization |
| Textile Mill | Steady base load with minor peaks during dyeing |
| Hospital (Medical Steam) | Constant load with emergency surges |
| Power Plant (Turbine Drive) | Continuous high base load with occasional ramp-ups |
| Chemical Processing | Batch cycles causing steep, unpredictable peaks |
2. How Load Variation Impacts Boiler Capacity Selection
| Design Factor | Effect of Load Variation |
|---|---|
| Boiler Sizing | Must cover peak loads but operate efficiently at base loads |
| Boiler Turndown Ratio | High turndown (>4:1 or 5:1) allows efficient low-load operation |
| Multi-Boiler Systems | Improve efficiency by matching load steps |
| Boiler Cycling | Frequent on-off cycling at low loads reduces equipment life |
3. Single Boiler vs. Multiple Boiler Strategies
| Strategy | Advantages | Disadvantages |
|---|---|---|
| Single Large Boiler | Simpler system, lower capital cost | Poor efficiency at low loads, risk if unit fails |
| Two or More Smaller Boilers | High efficiency, better redundancy | Higher initial installation cost |
| Hybrid System (Base + Peak Boiler) | Optimize for base load + cover peaks | Requires smart load sharing controls |
Example: Multiple Boiler Load Handling
| Scenario | Design Choice |
|---|---|
| Base Load = 6,000 kg/h, Peak Load = 10,000 kg/h | Install two 5,000 kg/h boilers. One runs continuously, second only during peaks. |
4. Turndown Ratio and Its Importance
Turndown Ratio = Maximum Capacity ÷ Minimum Stable Capacity
Example: A boiler with 10,000 kg/h capacity and 2,000 kg/h minimum load has a 5:1 turndown.
| Benefit of High Turndown | Explanation |
|---|---|
| Reduces short cycling | Boiler can modulate output rather than start-stop |
| Increases efficiency at part load | Avoids frequent purging losses |
| Adapts better to variable steam demand | Matches steam generation to real-time needs |
5. Real-World Case: Failure to Account for Load Variation
Factory: Plastic molding plant
Issue: Installed one 10 TPH boiler based on peak load
Problem:
Base load only 4 TPH
Boiler operated at low loads → poor combustion, high stack losses
Frequent cycling → premature burner and valve wear
Solution:
Added a second 4 TPH boiler for base load
Used 10 TPH unit only during peak periods
Outcome:
16% fuel savings
25% longer burner lifespan
Improved steam quality during load swings
Best Practices for Boiler Sizing with Load Variation
| Best Practice | Reason |
|---|---|
| Conduct a 24-hour steam usage survey | Understand real peak/base loads |
| Use load profiling data for 12 months | Capture seasonal variations |
| Choose boilers with high turndown ratios | Handle wide load swings without cycling |
| Consider modular boiler systems | Start and stop units based on real-time load |
| Include N+1 redundancy where critical | Ensure steam availability even during maintenance/failures |
Modular boiler systems improve efficiency and flexibility in plants with large load variations.True
Modular systems can sequence boilers on and off to closely match steam demand, improving part-load efficiency and reducing energy waste.
6. Load Variation Chart Example
| Time | Steam Demand (kg/h) | Load Type |
|---|---|---|
| 6:00 AM | 2,000 | Low |
| 8:00 AM | 8,000 | Peak |
| 12:00 PM | 6,000 | Base |
| 5:00 PM | 10,000 | Peak |
| 9:00 PM | 3,000 | Low |
Summary
Load variation profoundly impacts how industrial boilers should be sized and configured. Sizing for only the peak or base load results in poor efficiency, excessive cycling, or steam shortages. Smart capacity planning involves profiling steam demand patterns, choosing boilers with flexible turndown capability, and often deploying multiple units to efficiently cover all operational modes. Properly designed boiler systems deliver optimized fuel use, stable steam supply, and longer equipment lifespan—keeping production reliable and energy costs under control. When it comes to boilers, understanding your steam load profile is the key to perfect fit and flawless operation.

How Do Boiler Efficiency Ratings Impact the Actual Output Capacity Needed?
When selecting a steam boiler, many mistakenly assume that the boiler’s nameplate capacity (e.g., 10 TPH) automatically matches the usable steam output. However, the boiler’s efficiency rating critically determines how much of the input fuel energy is actually converted into useful steam. If the efficiency is low, you must install a larger-capacity boiler to meet the same steam demand. Conversely, a high-efficiency boiler can achieve your production needs with less fuel and potentially a smaller or more compact system. Understanding the link between boiler efficiency and output capacity is vital for accurate sizing, cost control, and operational performance.
Boiler efficiency ratings impact actual output capacity because they define the percentage of fuel energy that is effectively converted into usable steam. A boiler operating at 85% efficiency produces less usable steam than one operating at 90% efficiency for the same fuel input. To meet a target steam demand, engineers must adjust the boiler’s gross input capacity based on its efficiency, ensuring that the net output matches process requirements. Ignoring efficiency leads to undersized boilers, high fuel costs, and unreliable steam supply.
In boiler projects, ignoring efficiency is ignoring reality.
Boiler efficiency must be considered when calculating the actual steam output capacity needed to meet process demands.True
Efficiency determines the portion of input energy that is converted into steam; lower efficiency requires higher rated capacity to meet the same output need.
1. What Is Boiler Efficiency?
| Type of Efficiency | Definition |
|---|---|
| Combustion Efficiency | How well the burner converts fuel into heat |
| Thermal Efficiency | How well the heat is transferred to steam |
| Overall Boiler Efficiency | Fuel-to-steam conversion, considering all losses |
Typical Overall Efficiency Ranges:
| Boiler Type | Efficiency (%) |
|---|---|
| Fire-tube boiler (basic) | 80–85% |
| Water-tube boiler (modern) | 85–92% |
| High-efficiency condensing boiler | 92–95% |
2. How Efficiency Affects Output Capacity
Simple Concept:
Usable Steam Output = Boiler Rated Capacity × Efficiency
| Rated Capacity | Efficiency | Usable Steam Output |
|---|---|---|
| 10,000 kg/h | 85% | 8,500 kg/h |
| 10,000 kg/h | 90% | 9,000 kg/h |
| 10,000 kg/h | 95% | 9,500 kg/h |
Thus, if your process needs 9,000 kg/h of steam, and your boiler is only 85% efficient, you must size for:
Required Boiler Capacity=9000/0.85≈10,588kg/h
3. Sources of Boiler Efficiency Losses
| Loss Source | Typical Impact (%) |
|---|---|
| Stack gas heat loss | 5–15% |
| Radiation/convection loss | 0.5–2% |
| Blowdown water heat loss | 1–2% |
| Incomplete combustion | 0–5% (depends on burner tuning) |
| Unaccounted losses (auxiliaries) | 0.5–1% |
4. Boiler Capacity Adjustment Based on Efficiency
| Steam Demand (Process Need) | Assumed Boiler Efficiency (%) | Required Boiler Gross Capacity (kg/h) |
|---|---|---|
| 5,000 kg/h | 85% | 5,882 kg/h |
| 5,000 kg/h | 90% | 5,556 kg/h |
| 5,000 kg/h | 92% | 5,435 kg/h |
Higher efficiency = smaller, less costly boiler to meet same steam demand.
5. Real-World Case: Impact of Efficiency on Boiler Sizing
Facility: Textile dyeing plant
Steam Requirement: 7,000 kg/h at 10 bar
Available Boiler Options:
Option A: 85% efficient traditional fire-tube boiler
Option B: 91% efficient modern water-tube boiler
Sizing Results:
Option A requires rated capacity of ≈8,235 kg/h
Option B requires rated capacity of ≈7,692 kg/h
Decision: Selected Option B (higher efficiency)
Outcome:
Saved ~6% capital cost on boiler purchase
Reduced annual fuel costs by 8–10%
Achieved more stable operation with lower CO₂ emissions
6. Why Ignoring Efficiency Leads to Problems
| Problem | Cause |
|---|---|
| Boiler undersized for real steam demand | Efficiency loss not factored into capacity |
| Higher fuel bills | More fuel needed to compensate for losses |
| Increased cycling and wear | Boiler struggles to maintain output |
| Poor emissions performance | Incomplete combustion at high loads |
A boiler operating below its rated efficiency cannot reliably meet its design steam output, especially under peak load conditions.True
Losses in combustion, radiation, and blowdown mean that the actual usable steam output is less than the rated maximum unless corrected for efficiency.
Boiler Sizing and Efficiency Adjustment Checklist
| Checklist Item | Done? (✔/✖) |
|---|---|
| Confirm process steam flow needed (kg/h or lbs/h) | |
| Select boiler type and expected efficiency | |
| Adjust required boiler capacity based on efficiency | |
| Check fuel type impact on achievable efficiency | |
| Verify real-world efficiency with supplier performance guarantees |
Summary
Boiler efficiency has a direct and profound impact on the actual steam output capacity required to meet your process demands. Lower efficiency means you must purchase a larger-rated boiler or accept increased fuel costs and lower operational reliability. Higher efficiency translates into smaller boilers, lower emissions, reduced fuel consumption, and better system performance. Accurate sizing means adjusting for efficiency losses at the design stage, ensuring that your boiler meets real production needs with maximum economic advantage. In industrial boiler projects, efficiency is not optional—it defines the true capacity of your system.

Should You Plan for Future Expansion When Sizing an Industrial Steam Boiler?
When sizing an industrial steam boiler, it’s tempting to focus only on current steam demands to minimize initial investment. However, most industries grow and evolve—adding production lines, upgrading processes, or expanding facilities. If you fail to plan for future growth when sizing your boiler, you risk facing capacity shortages, costly boiler replacements, operational disruptions, and major retrofit expenses just a few years after commissioning. Properly anticipating future needs ensures your steam system remains robust, scalable, and economical over the entire plant lifecycle.
You should absolutely plan for future expansion when sizing an industrial steam boiler because steam demand often increases over time due to new equipment, production increases, or operational changes. Including a reasonable capacity margin (typically 10–25%) avoids costly retrofits, protects production reliability, and allows the boiler to operate efficiently across varying load profiles. Future-proofing the boiler ensures a longer operational lifespan and better return on investment.
In industrial boiler projects, short-term thinking creates long-term problems—future capacity planning is critical strategic engineering.
Planning for future expansion is essential when sizing an industrial steam boiler to ensure long-term reliability and avoid costly retrofits.True
Production facilities typically experience growth or process changes over time, increasing steam demand; designing without expansion in mind risks future capacity shortages and expensive upgrades.
1. Why Future Expansion Planning Matters
| Reason | Impact if Ignored |
|---|---|
| Business Growth | Boiler becomes undersized in 2–5 years |
| Production Line Additions | No spare steam capacity → operational bottlenecks |
| New Process Steam Requirements | Pressure/temperature mismatch risks |
| Building/Facility Expansions | Need additional steam heating or HVAC load |
| Regulatory Changes (Emissions, Efficiency) | Future retrofits harder and costlier |
2. How Much Capacity Margin Should You Add?
| Expansion Forecast | Recommended Extra Capacity |
|---|---|
| Minor growth expected (<10%) | 5–10% margin |
| Moderate growth expected (10–30%) | 15–20% margin |
| Major growth or diversification planned | 20–30% margin |
Example: If today’s steam demand is 10,000 kg/h, and moderate expansion is expected, size for 11,500–12,000 kg/h.
3. Methods to Future-Proof Boiler Capacity
| Method | Advantages |
|---|---|
| Add capacity margin to single boiler | Simple, immediate flexibility |
| Install modular multiple boilers | Better part-load efficiency and flexible growth |
| Design for parallel boiler addition (space/piping reserved) | Scalability without shutdowns |
| Select high-turndown boilers | Handle both current and future loads efficiently |
4. Real-World Example: No Future Planning Consequences
Factory: Beverage bottling plant
Original Boiler Size: 5,000 kg/h (matched only to current needs)
Problem:
New production line added 3 years later
Steam demand surged to 6,200 kg/h
Boiler overloaded → Pressure drops, product loss, frequent shutdowns
Cost of Correction:
New second boiler installation
Additional piping, foundation work, new controls
30% more expensive than original incremental margin would have been
Lesson:
Planning extra capacity early is cheaper and easier than retrofitting later.
5. Best Practices for Boiler Expansion Planning
| Best Practice | Reason |
|---|---|
| Conduct a 5–10 year production forecast | Capture realistic future steam needs |
| Consult process engineers on potential new loads | Understand future project plans |
| Leave space in boiler room layout | Easy addition of extra units |
| Install extra piping stubs and valves | Reduces future shutdowns during upgrades |
| Choose boilers with modularity features | Easier scaling with parallel operation |
Including physical space and connection points for additional boilers simplifies future expansion.True
Designing boiler rooms with extra space and tie-ins for future boilers reduces downtime and costs when expansion becomes necessary.
6. Capacity Planning Example Table
| Scenario | Current Demand (kg/h) | Planned Growth (%) | Future Boiler Capacity (kg/h) |
|---|---|---|---|
| Food Processing Plant | 7,000 | 20% | 8,400 |
| Textile Manufacturing | 10,000 | 10% | 11,000 |
| Hospital (Sterilization & HVAC) | 3,500 | 15% | 4,025 |
| Chemical Plant (Batch Processing) | 12,000 | 25% | 15,000 |
Summary
Planning for future expansion is a fundamental part of smart steam boiler sizing. Industrial operations rarely stay static; growth, process changes, and new product lines almost always increase steam demand over time. Adding 10–25% capacity margin or designing for modular boiler expansion saves massive costs compared to emergency retrofits later. Proper capacity planning ensures production reliability, better energy efficiency, and longer operational lifespan of the boiler system. In industrial engineering, planning for tomorrow is how you succeed today.

What Space, Installation, and Auxiliary Equipment Considerations Influence Boiler Sizing?
Sizing an industrial steam boiler isn’t just about meeting steam demand—physical space, installation logistics, and auxiliary systems are major constraints that can heavily impact the size, type, and configuration of the boiler you select. Even the best-sized boiler on paper becomes useless if it can’t fit in the building, pass local installation codes, or connect properly to critical support systems. Boiler projects succeed when engineers think not only about steam capacity, but also about space availability, auxiliary equipment integration, and maintenance access right from the design stage.
Space, installation, and auxiliary equipment considerations influence boiler sizing because they determine the physical dimensions, layout feasibility, system support needs, and operational clearances of the boiler system. Limited space may force the use of smaller modular boilers or vertical designs, while auxiliary systems like economizers, feedwater tanks, blowdown tanks, and emissions controls must also fit into the available footprint. Proper installation planning ensures compliance, maintenance access, and long-term efficiency.
In steam system projects, real-world installation constraints are just as critical as theoretical sizing calculations.
Installation space, auxiliary equipment needs, and system layout must be considered during boiler sizing to ensure practical feasibility and long-term operational success.True
Boilers must physically fit into the available space with room for auxiliaries, piping, maintenance, and regulatory compliance; ignoring these factors leads to costly redesigns or operational problems.
1. Boiler Room Space Constraints
| Space Factor | Impact on Boiler Sizing and Selection |
|---|---|
| Physical footprint available | May require smaller, modular, or vertical boilers |
| Height limitations | Affects choice between fire-tube (horizontal) and water-tube (vertical) designs |
| Floor load-bearing capacity | May limit boiler weight, especially for water-tube units |
| Building access (doors, cranes) | Limits maximum boiler module size for delivery |
Example:
Fire-tube boilers are typically more compact, but heavier.
Water-tube boilers are often taller, requiring more vertical clearance.
2. Installation and Maintenance Access Requirements
Boilers need safe, easy access for operation, inspection, and maintenance.
| Requirement | Typical Allowance |
|---|---|
| Front clearance (burner access) | 1.5–2.0 meters minimum |
| Rear clearance (tubesheet/blowdown) | 1.0–1.5 meters minimum |
| Side clearance (valves, piping) | 1.0 meters minimum |
| Overhead clearance (economizer, stack access) | At least 2 meters above the unit |
Code Compliance: NFPA, ASME, and local regulations mandate certain clearances for safety and maintenance.
3. Auxiliary Equipment Space Needs
Sizing the boiler properly also means planning room for its critical support systems:
| Auxiliary Equipment | Purpose | Space Consideration |
|---|---|---|
| Feedwater Tank/Deaerator | Removes oxygen, preheats makeup water | Large horizontal or vertical tank needed |
| Economizer | Recovers flue gas heat | Space needed on the flue gas side |
| Blowdown Tank | Cools and stores blowdown water | Must be close to boiler with drainage access |
| Water Treatment System | Filters, softeners, chemical dosing | Skid-mounted, must be accessible for chemical supply |
| Emissions Control (ESP, SCR) | Reduces PM and NOₓ emissions | Requires stack-side or ductwork space |
| Fuel Storage (biomass, oil) | Stores solid or liquid fuels | Can be a major layout constraint |
4. Piping and Utility Connections
Boiler sizing must account for piping integration:
| Utility | Key Consideration |
|---|---|
| Steam headers | Correct size and pressure rating |
| Condensate return piping | Gravity or pumped layout planning |
| Fuel supply lines (gas, oil, biomass) | Properly sized and routed |
| Blowdown piping | Sloped and thermally protected |
| Flue gas ductwork and stack | Must accommodate thermal expansion |
5. Real-World Example: Space and Installation Oversight
Facility: Food manufacturing plant
Problem:
Boiler selected based on perfect steam match
Economizer and blowdown tank were overlooked
No room left for safe maintenance access
Consequences:
Had to demolish and rebuild part of the boiler room
Project delayed by 4 months
18% project cost overrun
Lesson: Integrate all equipment, space, and installation needs during initial sizing—not later.
Best Practices for Boiler Sizing and Installation Planning
| Best Practice | Reason |
|---|---|
| Create detailed boiler room layout drawings early | Avoid space conflicts and redesigns |
| Plan for all auxiliary systems and future upgrades | Ensure full operational capability |
| Provide generous maintenance and access clearances | Facilitate long-term reliability and compliance |
| Verify all load-bearing capacities and utilities | Avoid structural issues and service problems |
| Involve operations and maintenance teams in layout design | Gather practical insights before finalizing design |
Including auxiliary systems like feedwater tanks, economizers, and blowdown tanks in boiler room planning avoids costly installation issues later.True
Auxiliary systems require substantial space and connections; planning for them during initial boiler sizing ensures efficient layout and smooth future operations.
6. Boiler Room Layout Example
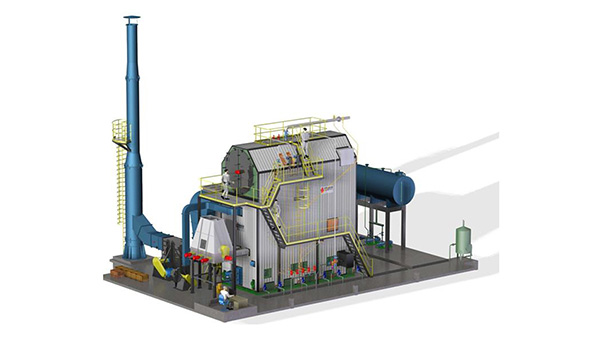
| System Element | Typical Space Allowance |
|---|---|
| Boiler unit footprint | 4–10 m² depending on capacity |
| Economizer module | 1–3 m², located on flue side |
| Feedwater tank + pumps | 3–6 m² |
| Blowdown tank | 1–2 m² |
| Chemical dosing skid | 1–2 m² |
| Service aisles and access | 30–50% of equipment footprint |
Summary
Space, installation logistics, and auxiliary equipment requirements are critical to determining the practical size and configuration of an industrial steam boiler. Boiler selection must not only match the steam capacity and pressure needs but also fit physically within the available site, allow for safe and efficient operation and maintenance, and integrate all necessary support systems. Ignoring these factors leads to cost overruns, operational risks, and future maintenance nightmares. In boiler projects, a good fit isn’t just about capacity—it’s about everything fitting perfectly.
🔍 Conclusion
Selecting the correct capacity and size for your industrial steam boiler is essential for maximizing energy efficiency, ensuring operational reliability, and minimizing lifecycle costs. By thoroughly evaluating your steam load profile, operating parameters, fuel efficiency, and future growth plans, you can ensure that your steam boiler investment delivers consistent performance, low operating costs, and long-term value. Avoid guesswork—make your sizing decision based on real-world data and expert analysis.
📞 Contact Us
💡 Need professional assistance in sizing your industrial steam boiler? Our engineering team provides custom steam system audits, load calculations, and tailor-made boiler solutions for all industrial applications.
🔹 Contact us today and ensure your steam boiler is perfectly matched to your operational needs! ♨️📐✅
FAQ
How is the capacity of an industrial steam boiler determined?
Steam boiler capacity is determined by the amount of steam needed for industrial processes. It is usually measured in tons per hour (TPH) or pounds per hour (PPH), and must match peak demand with allowances for system losses and future expansion.
What is the typical capacity range for industrial steam boilers?
Industrial steam boilers typically range from 0.5 TPH to over 150 TPH, or from 1,000 to over 300,000 PPH, depending on the size of the facility, process needs, and operating conditions.
What factors influence steam boiler sizing?
Key factors include maximum steam demand, operating pressure and temperature, type of load (continuous or fluctuating), fuel type, boiler efficiency, piping losses, and redundancy requirements for backup capacity.
Why is proper steam boiler sizing important?
Oversizing leads to higher installation and operating costs with reduced efficiency, while undersizing risks process interruption and damage. Correct sizing ensures optimal energy use, reliability, and cost savings.
Can industrial steam boilers be customized for specific applications?
Yes, boilers can be tailored for specific industries like food processing, chemical manufacturing, or power generation, with custom designs for pressure levels, fuel options, emissions standards, and modular expansion.
References
Steam Boiler Sizing Guide – https://www.energy.gov
Industrial Boiler Capacity Selection – https://www.sciencedirect.com
Steam Demand Calculation for Industries – https://www.researchgate.net
Sizing Industrial Steam Systems – https://www.bioenergyconsult.com
Boiler Pressure and Capacity Matching – https://www.epa.gov
Thermal Load Estimation for Boilers – https://www.mdpi.com
Industrial Steam System Optimization – https://www.energysavingtrust.org.uk
Boiler Efficiency and Right-Sizing – https://www.iea.org
Design Considerations for Industrial Steam Boilers – https://www.automation.com
Steam Boiler Performance and Sizing Trends – https://www.sciencedirect.com

Wade Zhang
What Capacity and Size of Industrial Steam Boiler Do You Need? Read More »





-scaled.jpg)